- Rufen Sie uns an: +86 13952447308
- Hanzyan179@Gmail.com









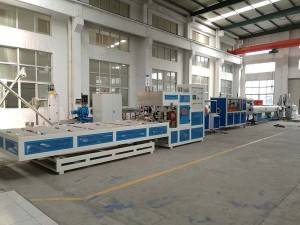
WPC-Profil-Extrusionslinie
Jetzt anfragenHDPE-Rohrextrusionslinie
Diese Produktionslinie wird häufig zur Herstellung verschiedener WPC-Profile verwendet, wie z. B. WPC-Terrassendielenprofile, WPC-Paneele und WPC-Platten.
Der Prozessablauf dieser LinieIstPP/PE/PVC + Holzpulver + Additiv --- Mischen---Materialzuführung---Doppelschneckenextruder--- Form und Kalibrator---Vakuumformtisch---Abzugsmaschine---Schneidemaschine---Auswurfgestell.
Diese WPC-Profil-Extrusionsanlage verwendet einen konischen Doppelschneckenextruder mit Entgasungssystem, um eine optimale Materialplastifizierung zu gewährleisten. Form und Kalibrator bestehen aus Verschleißmaterial; Abzugs- und Schneidemaschine können als Einheit oder als separate Maschinen ausgeführt werden.
Technischer Parameter
| Modell | YF180 | YF240 | YF300 | YF600 |
| Maximale Produktbreite (mm) | 180 | 240 | 300 | 600 |
| Extrusionsmodell | SJZ55/110 | SJZ65/132 | SJZ65/132 | SJZ80/156 |
| Extrusionsleistung (kW) | 22 | 37 | 37 | 55 |
| Kühlwasser (m³/h) | 5 | 7 | 7 | 10 |
| Kompressorleistung (m³/min) | 0,2 | 0,3 | 0,3 | 0,4 |
| Gesamtlänge (m) | 18 m | 22 m | 22 m | 25 |
Empfohlene Produkte
Mehr +-
Automatische Rohraufweitmaschine
1. Diese Serie kann für Rohrbördelungen mit einem Durchmesser von Φ16-1000 mm verwendet werden.
2. Mit automatischer Förderleitung, Wenderohr und Bördelfunktion
3. Mit Heiz-, Kühl-, Zeitschalt-, Automatik- und manueller Funktion
4. die modulare Bauweise der Komponenten
5. Kleine Größe, geringes Geräusch
6. Einsatz von Vakuumadsorption. Erzeugt ein klares Profil. Gewährleistet die korrekte Größe.
7. Leistung (im Vergleich zu ähnlichen Produkten: 50 % Energieersparnis)
8. Kann gemäß den speziellen Anforderungen des Benutzers angepasst werden.
Mehr erfahren -

PP-Rohr-Produktionslinie
Die Anlage dient hauptsächlich der Herstellung von PP-R- und PE-Rohren mit Durchmessern von 16 mm bis 160 mm sowie PE-RT-Rohren mit Durchmessern von 16 mm bis 32 mm. Ausgestattet mit geeigneten nachgelagerten Anlagen können auch mehrschichtige PP-R-Rohre, PP-R-Glasfaserrohre, PE-RT- und EVOH-Rohre produziert werden. Dank unserer langjährigen Erfahrung in der Kunststoffrohrextrusion haben wir zudem eine Hochgeschwindigkeits-Extrusionsanlage für PP-R/PE-Rohre entwickelt, deren maximale Produktionsgeschwindigkeit 35 m/min (basierend auf 20-mm-Rohren) beträgt.
Mehr erfahren -

PVC-Granulieranlage
Diese Anlage wird häufig zur Herstellung von PVC- und CPVC-Granulat eingesetzt. Mit der passenden Schnecke lassen sich Weich-PVC-Granulat für PVC-Kabel und -Schläuche, Hart-PVC-Granulat für PVC-Rohre und Rohrverbindungsstücke sowie CPVC-Granulat produzieren.
Der Prozessablauf dieser Linie ist wie folgt: PVC-Pulver + Additiv — Mischen — Materialzuführung — konischer Doppelschneckenextruder — Düse — Granulator — Luftkühlsystem — Vibrator
Dieser Extruder der PVC-Granulieranlage verwendet einen speziellen konischen Doppelschneckenextruder. Das Entgasungssystem und die Schneckentemperaturregelung gewährleisten die Plastifizierung des Materials. Der Granulator ist optimal auf die Extrusionsdüse abgestimmt. Das Gebläse befördert das Granulat unmittelbar nach dem Herabfallen in das Silo.
Mehr erfahren -

3-lagige PERT-Rohrproduktionslinie (Klebstoff, UVH)
Die Anlage dient hauptsächlich der Herstellung von PP-R- und PE-Rohren mit Durchmessern von 16 mm bis 160 mm sowie PE-RT-Rohren mit Durchmessern von 16 mm bis 32 mm. Ausgestattet mit geeigneten nachgelagerten Anlagen können auch mehrschichtige PP-R-Rohre, PP-R-Glasfaserrohre, PE-RT- und EVOH-Rohre produziert werden. Dank unserer langjährigen Erfahrung in der Kunststoffrohrextrusion haben wir zudem eine Hochgeschwindigkeits-Extrusionsanlage für PP-R/PE-Rohre entwickelt, deren maximale Produktionsgeschwindigkeit 35 m/min (basierend auf 20-mm-Rohren) beträgt.
Mehr erfahren -

Einschnecken-Kunststoffextruder
Sie dient hauptsächlich der Extrusion von Thermoplasten wie PE, PP, PS, PVC, ABS, PC, PET und anderen Kunststoffen. Mit den entsprechenden nachgelagerten Anlagen (einschließlich Form) lassen sich verschiedene Kunststoffprodukte herstellen, beispielsweise Rohre, Profile, Platten, Granulate usw.
Der Einschneckenextruder der SJ-Serie zeichnet sich durch hohe Leistung, hervorragende Plastifizierung, geringen Energieverbrauch und stabilen Lauf aus. Das Getriebe ist ein drehmomentstarkes Getriebe mit geringem Geräuschpegel, hoher Belastbarkeit und langer Lebensdauer. Schnecke und Zylinder bestehen aus 38CrMoAlA-Material und sind nitriert. Der Motor ist ein Siemens-Standardmotor, der Frequenzumrichter ein ABB-Frequenzumrichter, der Temperaturregler ein Omron/RKC-Regler und die Niederdruckelektronik eine Komponente von Schneider Electric.
Mehr erfahren -

PVC-Profil-Extrusionslinie
Diese Produktionslinie wird häufig zur Herstellung verschiedener PVC-Profile verwendet, wie z. B. PVC-Fenster- und Türprofile, PVC-Deckenpaneele und PVC-Kabelkanäle.
Der Prozessablauf dieser LinieIstPVC-Pulver + Additiv — Mischen — Materialzuführung — Doppelschneckenextruder — Form und Kalibrator — Vakuumformtisch — Abzugsmaschine — Schneidemaschine — Auswurfgestell.
Diese Extrusionsanlage für PVC-Profile verwendet einen konischen Doppelschneckenextruder und eignet sich sowohl für PVC-Pulver als auch für PVC-Granulat. Ein Entgasungssystem gewährleistet eine optimale Materialplastifizierung. Dank der verfügbaren Hochgeschwindigkeitswerkzeuge lässt sich die Produktivität deutlich steigern.
Mehr erfahren
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur